不要错过这部精心制作的钢板-热镀锌C型钢产地工厂产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
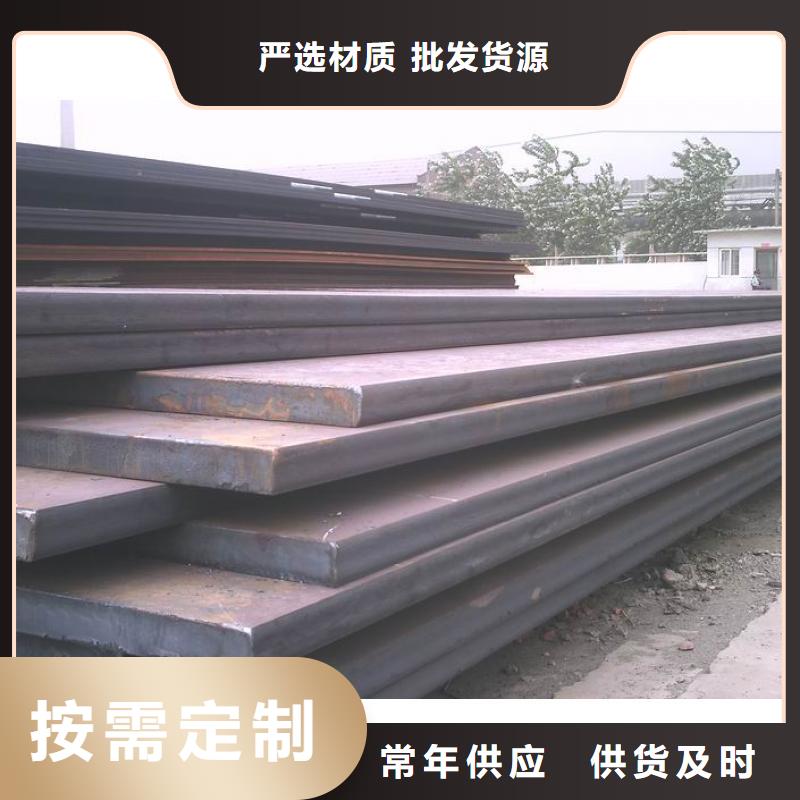
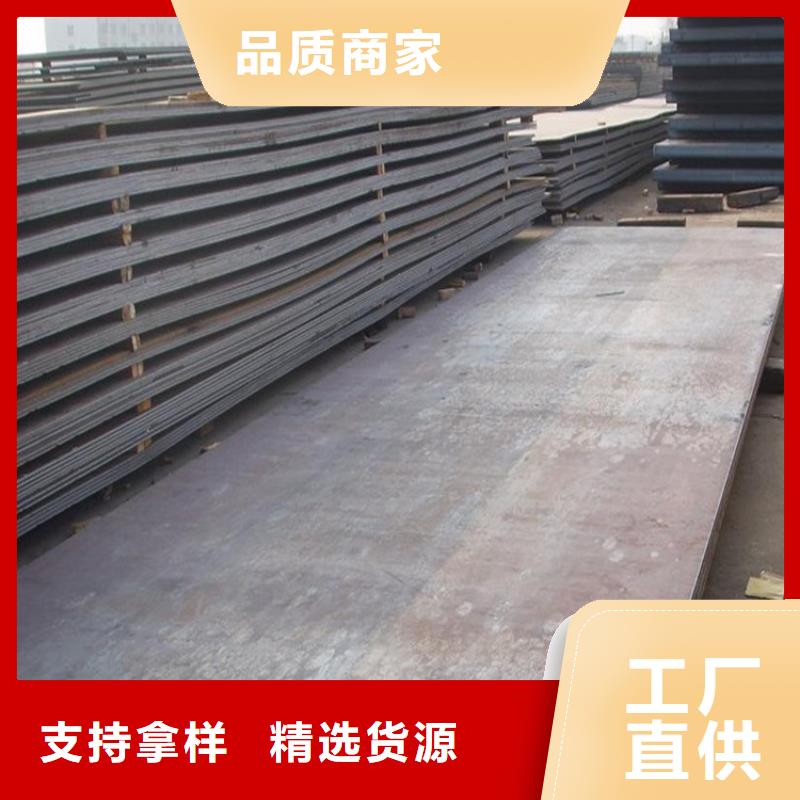
以下是:钢板-热镀锌C型钢产地工厂的图文介绍

6、钢管用钢板具有良好的加工性能和耐压强度,用于生产内容积500L以下充填LPG、乙炔气及各种气体的高压气体压力容器。7、高压容器用钢板具有良好的加工性能和耐压强度,用于生产内容积500L以下充填LPG、乙炔气及各种气体的高压气体压力容器。8、不锈钢板不锈钢具有良好的耐腐蚀性能,主要用于食品工业、外科手术器材、航天、石油、化工等行业。,延展性能好。冷轧板硬度高,加工相对困难些,但是不易变形,强度较高。热轧板强度相对较低,表面质量差点(有氧化/光洁度低),但塑性好,一般为中厚板,冷轧板:强度高/硬度高,表面光洁度高,一般为薄板,可以作为冲压用板.热轧钢板,机械性能远不及冷加工,也次于锻造加工,但有较好的韧性和延展性冷轧钢板由于有一定程度的加工硬化,韧性低,但能达到较好的屈强比,用来冷弯弹簧片等零件,同时由于屈服点较靠近抗拉强度,所以使用过程中对危险没有预见性,在载荷超过许用载荷时容易发生事故补充,冷轧钢板0.3-3.0mm,热轧钢板2.0热轧钢板公差标准标准编号:GB/T709-2006标准名称:热轧钢板和钢带的尺寸、外形、重量及允许偏差标准状态:现行实施日期:2007-2-1颁布部门: 质量监督检验检疫总局和标准化管理委员会内容简介:本标准规定了热轧钢板及钢带的尺寸、外形、重量、技术条件。本标准适用于轧制宽度不小于600mm的单张轧制、钢带及其剪切钢板和纵切钢带。标准编号:GB11251-1989标准名称:合金结构钢热轧厚钢板标准状态:现行实施日期:1990-1-1颁布部门: 技术监督局内容简介:本标准规定了合金结构钢热轧厚钢板的尺寸外形、技术要求、试验方法、检验规则、包装、标志及质量证明书等。本标准适用于厚度大于4~30mm的合金结构钢热轧钢板。


正火,又称常化,是将工件加热至Ac3或Accm以上30~50℃,保温一段时间后,从炉中取出在空气中或喷水、喷雾或吹风冷却的金属热处理工艺。正火与退火的不同点是正火冷却速度比退火冷却速度稍快,因而正火组织要比退火组织更细一些,其机械性能也有所提高。另外,正火炉外冷却不占用设备,生产率较高,因此生产中尽可能采用正火来代替退火。
正火的主要应用范围有:①用于低碳钢,正火后硬度略高于退火,韧性也较好,可作为切削加工的预处理。②用于中碳钢,可代替调质处理作为最后热处理,也可作为用感应加热方法进行表面淬火前的预备处理。③用于工具钢、轴承钢、渗碳钢等,可以消降或抑制网状碳化物的形成,从而得到球化退火所需的良好组织。④用于铸钢件,可以细化铸态组织,改善切削加工性能。⑤用于大型锻件,可作为最后热处理,从而避免淬火时较大的开裂倾向。⑥用于球墨铸铁,使硬度、强度、耐磨性得到提高,如用于制造汽车、拖拉机、柴油机的曲轴、连杆等重要零件。⑦过共析钢球化退火前进行一次正火,可消除网状二次渗碳体,以保证球化退火时渗碳体全部球粒化。



阔恒兴旺贸易有限公司集 无缝方矩管设计、生产、销售于一体的公司,不断的采用新的科技成果,并以完善的管理、先进的生产设备保证了 无缝方矩管产品的优良品质,多年来为全国各地的用户提供了大量高质量产品,建立了长期的合作关系。公司的宗旨是“良好的诚信是市场的需求和期望的结果”本公司凝聚了一批专业生产的技术人员,不断的开发新的 无缝方矩管产品来适应市场与客户的需求,“以质量求生存、以创新求发展、以诚信赢市场”是我们永远的方针,市场的需求就是本公司永远奋斗的目标。欢迎各界朋友来我公司参观,洽谈业务。



缺陷类型产生原因图示说明
切割面粗糙 a、切割氧压力过高
b、割嘴选用不当
c、切割速度太快
d、预热火焰能量过大
切割面缺口 a、切割过程中断,重新起割衔接不好
b、钢板表面有厚的氧化皮、铁锈等
c、切割机行走不平稳
切割面内凹 a、切割氧压力过高
b、切割速度过快
切割面倾斜 a、割炬与板面不垂直
b、风线歪斜
c、切割氧压力低或嘴号偏小
切割面上缘呈珠链状 a、钢板表面有氧化皮、铁锈
b、割嘴到钢板的距离太小,火焰太强
切割面上缘熔化 a、预热火焰太强
b、切割速度太慢
c、割嘴离板件太近
切割面下缘粘渣 a、切割速度太快或太慢
b、割嘴号太小
c、切割氧压力太低
5.热切割件检验指标:
5.1气割完毕后,应对钢材切割面进行检查,其切割面应无裂纹、夹渣和大于1mm的缺棱,检查方式为外观检查。








 扫一扫
扫一扫