想要更直观地了解不锈钢焊管304不锈钢拉丝板甄选好物产品的特点和功能吗?我们为您准备了视频介绍,相较于图文,视频更能让您轻松掌握产品的核心卖点。
以下是:不锈钢焊管304不锈钢拉丝板甄选好物的图文介绍
万宇金属材料有限公司本着重合同、守信用的原则,竭诚为用户提供优良的 201不锈钢板产品,真诚的服务,促进用户与浩大钢板库的共同繁荣,为中国乃至世界 201不锈钢板事业的发展做出新的、更大的贡献。
秉承诚信、稳健、创新的价值观,甘于服务、善尽责任,人品、精品、责任是我们永远的追求,以客户管理系统为平台,构建客户满意的服务体系。



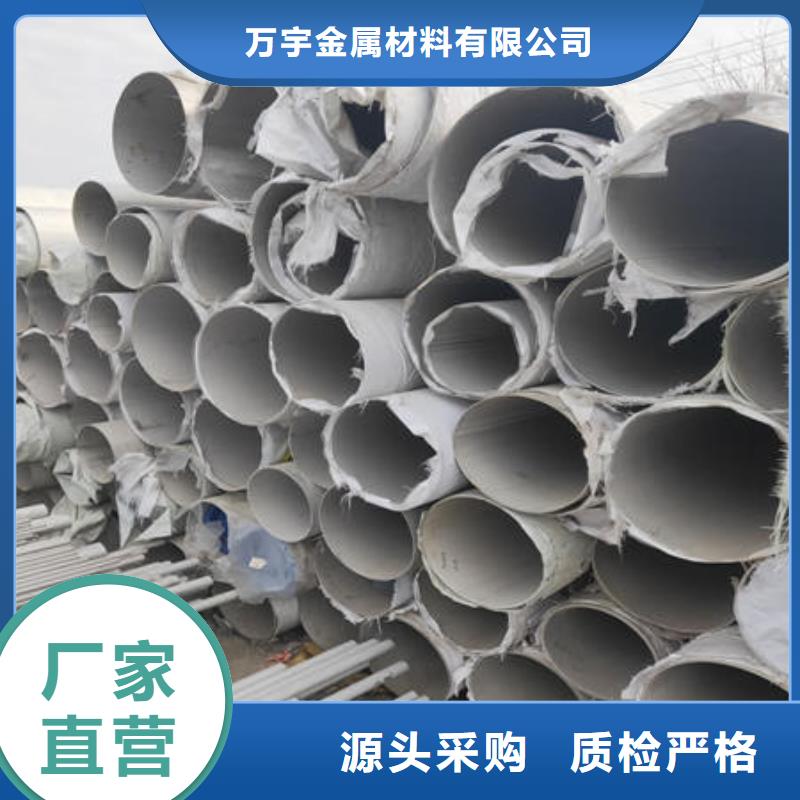
那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。了解了不锈钢焊管头尾增厚长度的相关知识,势必有助您更好地选择和使用不锈钢焊管。国内外不锈钢市场发展迅速,其中不锈钢焊管被应用到越来越多的行业当中。我们知道,按照表面处理方式不同来划分,可将不锈钢焊管分为带焊缝酸洗焊管与抛光不锈钢焊管,那么,究竟哪一种焊管更具优势呢?



出现这一结果的原因主要是由于不锈钢焊管在制炼时的成分不同和热处理不当所导致,而这也造成了奥氏体卡压式水管中出现了少有的马氏体或是铁素体的组织,从而导致磁性的产生。经过冷加工之后不锈钢焊管的组织结构也会出现一定变化,马氏体转化增多的同时焊管的磁性也随之增强。如若您需要对不锈钢焊管的磁性进行消除,可选择高温固溶处理方式恢复奥氏体组织,那么其磁性也就消失了。 不锈钢焊管的焊接过程不仅加热速度快,而且冷却速度也快,在这样一种急剧的温度变化环境下焊接应力随之产生,不锈钢焊管的焊缝组织也有变化。为了保证焊管使用性能的发挥,我们需要通过热处理的方式来对焊缝和母体金属的显组织差异进行消除。那么,如何对不锈钢焊管实施热处理,金润德不锈钢告诉您一般不锈钢焊管的热处理工艺有两种,分别是退火和正火。所谓退火是指消除焊接应力状态和加工硬化现象,改善不锈钢焊管的焊缝塑性,通常加热温度在相变点以下。


电线套管是普通碳素钢电焊钢管,用在混凝土及各种结构配电工程,常用的公称直径从13-76mm。电线套套管壁较薄,大多进行涂层或镀锌后使用,要求进行冷弯试验公制焊管规格用无缝管形式,用外径*壁厚毫米表示的焊接钢管,用普通碳素钢、优质碳素钢或普能低合金钢的热带、冷带焊接,或用热带焊接后再经冷拨方法制成。公制焊管分普能和薄壁、普通用作结构件,如传动轴,或输送流体,薄壁用来生产家具、灯具等,要保证钢管强度和弯曲试验。托辊管用于带式输送机托辊电焊钢管,一般用Q215、Q235A、B钢及20钢制造,直径63.5-219.0mm。对管弯曲度、端面要与中心线垂直、椭圆度有一定要求,一般进行水压和压扁试验。变压器管用于制造变压器散热管和其它热交换器,采用普通碳素钢制造,要求进行压扁、扩口、弯曲、液压试验。钢管以定尺或倍尺交货,对钢管弯曲度有一定要求。



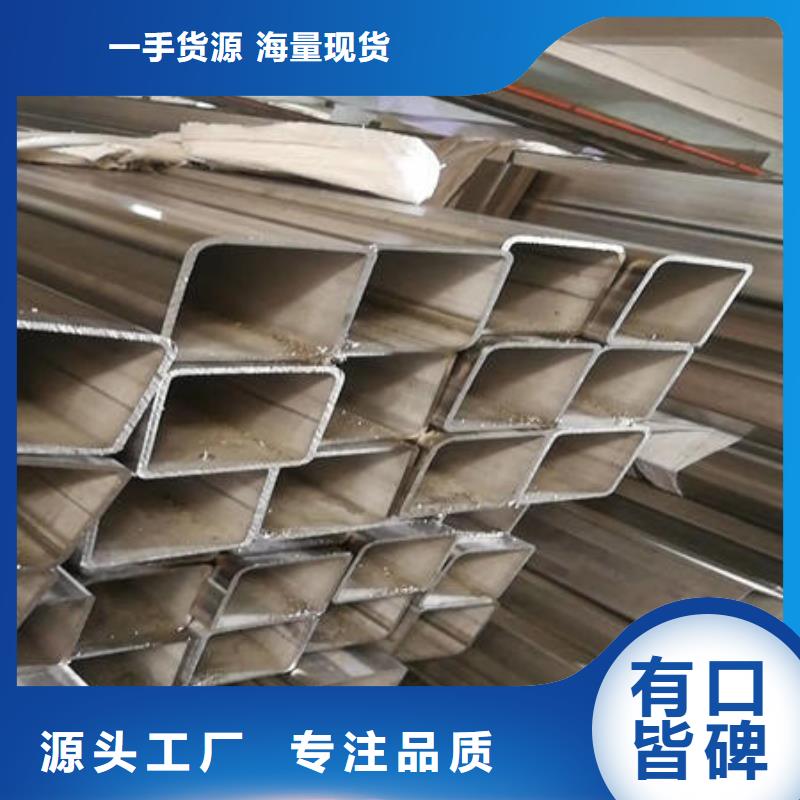
焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热谁备用管、装饰管、中低压流体管等方面代替了无缝钢管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备投资少,但一般强度低于无缝钢管。20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热谁备用管、装饰管、中低压流体管等方面代替了无缝钢管。





 扫一扫
扫一扫